


 扫一扫
扫一扫

龙丽金属材料有限公司
目前龙丽金属材料有限公司生产的 湛江精拉无缝钢管、产品远销国内各大省市,以质量稳定、价格优惠、 湛江精拉无缝钢管、产品过硬赢得了广大客户的一致好评。真诚希望与老客户继续合作,与新客户建立关系--携手并进,共创辉煌。
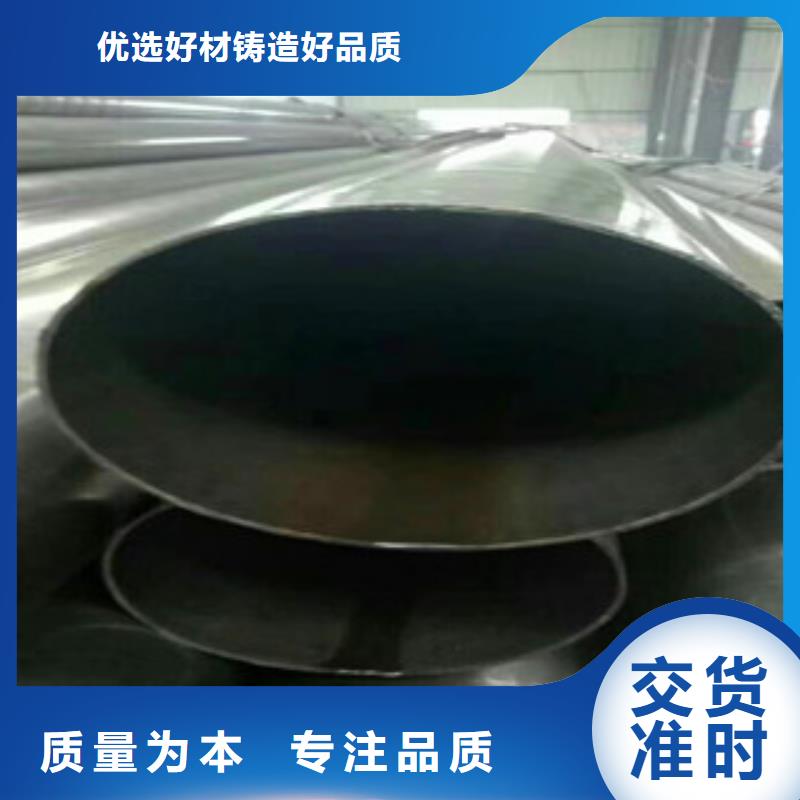
精密无缝钢管-精密光亮管库存丰富")
精密无缝钢管-精密光亮管库存丰富")
精密钢管使用介绍:
在确定要选用的精密钢管类型时,主要考虑的是所要求的审美标准、所在地大气的腐蚀性以及要采用的清理制度。
然而,其它应用越来越多的只是寻求结构的完整性或不透水性。例如,工业建筑的屋顶和侧墙。在这些应用中,物主的建造成本可能比审美更为重要,表面不很干净也可以。
在干燥的室内环境中使用430精密钢管效果相当好。但是,在乡村和城市要想在户外保持其外观,就需经常进行清洗。在污染严重的工业区和沿海地区,表面会非常脏,甚至产生锈蚀。但要获得户外环境中的审美效果,就需采用含镍精密钢管。所以,304精密钢管广泛用于幕墙、侧墙、屋顶及其它建筑用途,但在侵蚀性严重的工业或海洋大气中, 采用316精密钢管。
现在,人们已充分认识到了在结构应用中使用精密钢管的优越性。有几种设计准则中包括了304和316精密钢管。因为"双相"精密钢管2205已把良好的耐大气腐蚀性能和高抗拉强度及弹限强度融为一体,所以,欧洲准则中也包括了这种钢。
产品形状
实际上,精密钢管是以全标准的金属形状和尺寸生产制造的,而且还有许多特殊形状。最常用的产品是用薄板和带钢制成的,也用中厚板生产特殊产品,例如,生产热轧结构型钢和挤压结构型钢。而且还有圆型、椭圆型、方型、矩型和六角型焊管或无缝钢管及其它形式的产品,包括型材、棒材、线材和铸件。
表面状态
正如后面将谈到的,为了满足建筑师们美学的要求,已开发出了多种不同的商用表面加工。例如,表面可以是高反射的或者无光泽的;可以是光面的、抛光的或压花的;可以是着色的、彩色的、电镀的或者在精密钢管表面蚀刻有图案,以满足设计人员对外观的各种要求。
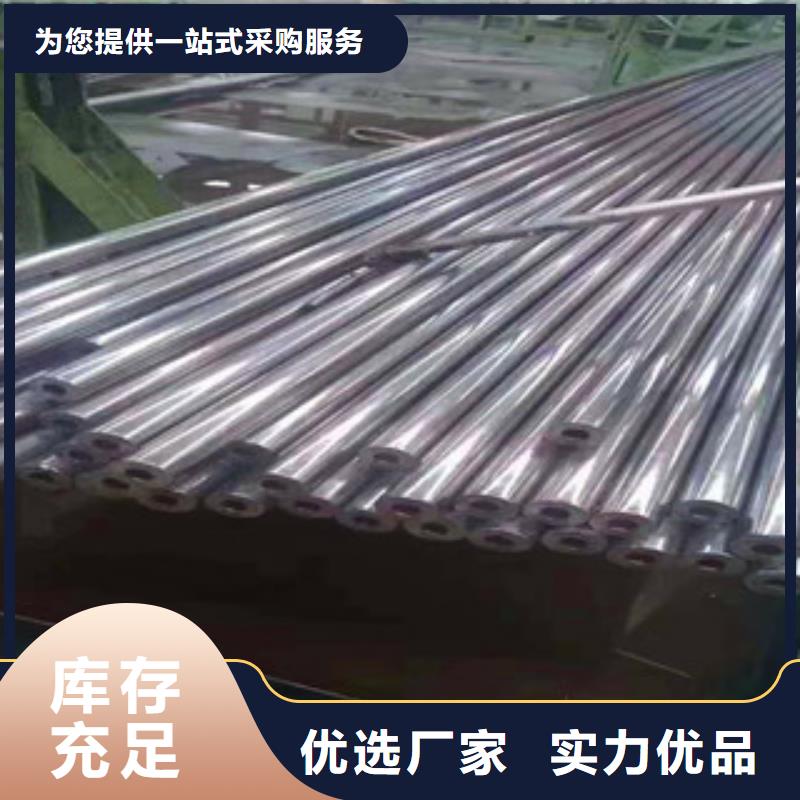
精密无缝钢管-精密光亮管库存丰富")
精密无缝钢管-精密光亮管库存丰富")
精密无缝钢管-精密光亮管库存丰富")
热轧精密钢管生产工序介绍:
1.热轧(挤压无缝精密钢管):圆管坯→加热→穿孔→三辊斜轧、连轧或挤压→脱管→定径(或减径)→冷却→矫直→水压试验(或探伤)→标记→入库
轧制无缝管的原料是圆管坯,圆管胚要经过切割机的切割加工成长度约为1米的坯料,并经传送带送到熔炉内加热。钢坯被送入熔炉内加热,温度大约为1200摄氏度。燃料为氢气或乙炔。炉内温度控制是关键性的问题.圆管坯出炉后要经过压力穿孔机进行穿空。一般较常见的穿孔机是锥形辊穿孔机,这种穿孔机生产效率高,产品质量好,穿孔扩径量大,可穿多种钢种。穿孔后,圆管坯就先后被三辊斜轧、连轧或挤压。挤压后要脱管定径。定径机通过锥形钻头高速旋转入钢胚打孔,形成精密钢管。精密钢管内径由定径机钻头的外径长度来确定。精密钢管经定径后,进入冷却塔中,通过喷水冷却,精密钢管经冷却后,就要被矫直。精密钢管经矫直后由传送带送至金属探伤机(或水压实验)进行内部探伤。若精密钢管内部有裂纹,气泡等问题,将被探测出。精密钢管质检后还要通过严格的手工挑选。精密钢管质检后,用油漆喷上编号、规格、生产批号等。并由吊车吊入仓库中。
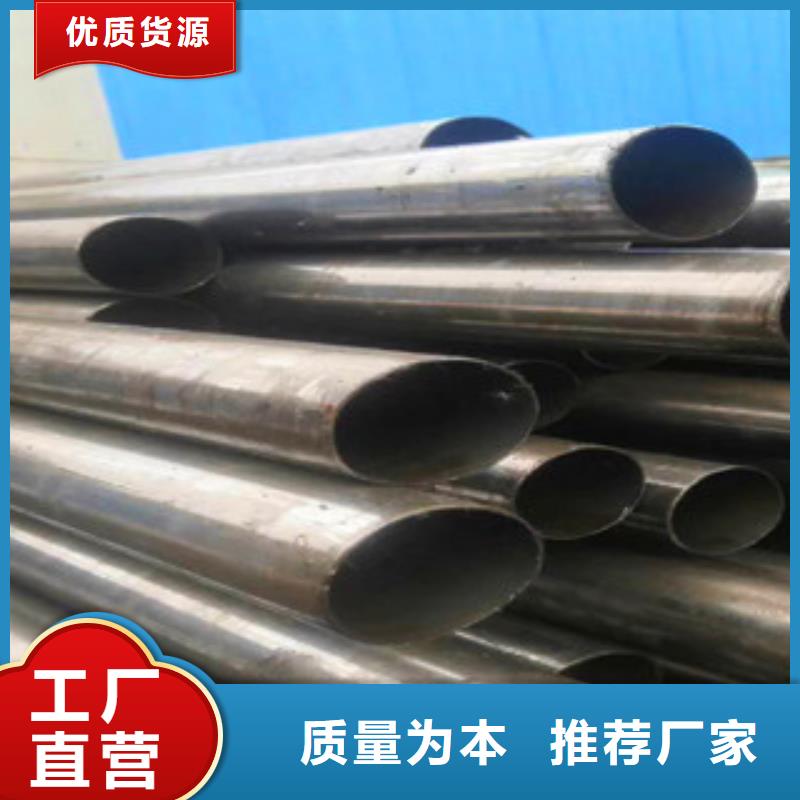
精密无缝钢管-精密光亮管库存丰富")
精密无缝钢管-精密光亮管库存丰富")
精密无缝钢管-精密光亮管库存丰富")
精密钢管挤压工艺参数
包括挤压温度、挤压速度和挤压比。挤压温度随合金不同而异。各种金属和合金管材的挤压温度列于表1。挤压速度取决于合金种类、 塑性温度范围、产品表面质量、组织和性能、形状和规格、锭坯种类和状态、挤压方法、变形程度、工具允许的压力、挤压机能力等。各种金属和合金管材的金属流出速度列于表2。
管材生产的挤压比一般都在较宽的范围内变化,主要取决于挤压机能力、挤压筒大小和合金种类等因素。厚壁铝合金管的挤压比应大于8,但不宜过大,以保证所需的性能。采用焊合法挤压时,挤压比应大于25。紫铜管的挤压比为250左右;a黄铜的为60~300, β黄铜和(α+β)黄铜的可达到700左右;青铜的挤压比为50~100;白铜的挤压比大致为80。钛及钛合金管材的 挤压比为100。
精密无缝钢管-精密光亮管库存丰富")
技术支持:tywgg.com